威乐普ViLEP-L低耗超滤装备

新闻中心
致力于为水环境改善、水资源利用和用水安全提供省钱、省心、高效的解决方案
工业废水上楼处理,出水达国内高标准,SUKE-LEP技术助力打造立体式废水集中处理厂
- 分类:技术资讯
- 作者:技术中心
- 来源:
- 发布时间:2022-01-07 14:52
- 访问量:
【概要描述】打造国内先进处理技术、高排放标准、集约用地、创新建设模式的工业废水集中处理示范厂
工业废水上楼处理,出水达国内高标准,SUKE-LEP技术助力打造立体式废水集中处理厂
【概要描述】打造国内先进处理技术、高排放标准、集约用地、创新建设模式的工业废水集中处理示范厂
- 分类:技术资讯
- 作者:技术中心
- 来源:
- 发布时间:2022-01-07 14:52
- 访问量:
详情

江碧环境生态产业园位于深圳市宝安区松岗街道,占地139.19万平方米,总投资133.99亿元,园区内现有企业共168家,其中电镀企业44家,线路板企业1家,其他企业123家。产业园以“高起点规划、高强度投入、高标准建设、高水平管理”为要求,致力打造为具有深圳产业特色的“电镀线路板产业绿色化发展基地”、“国家级生态绿色发展示范产业园区”。
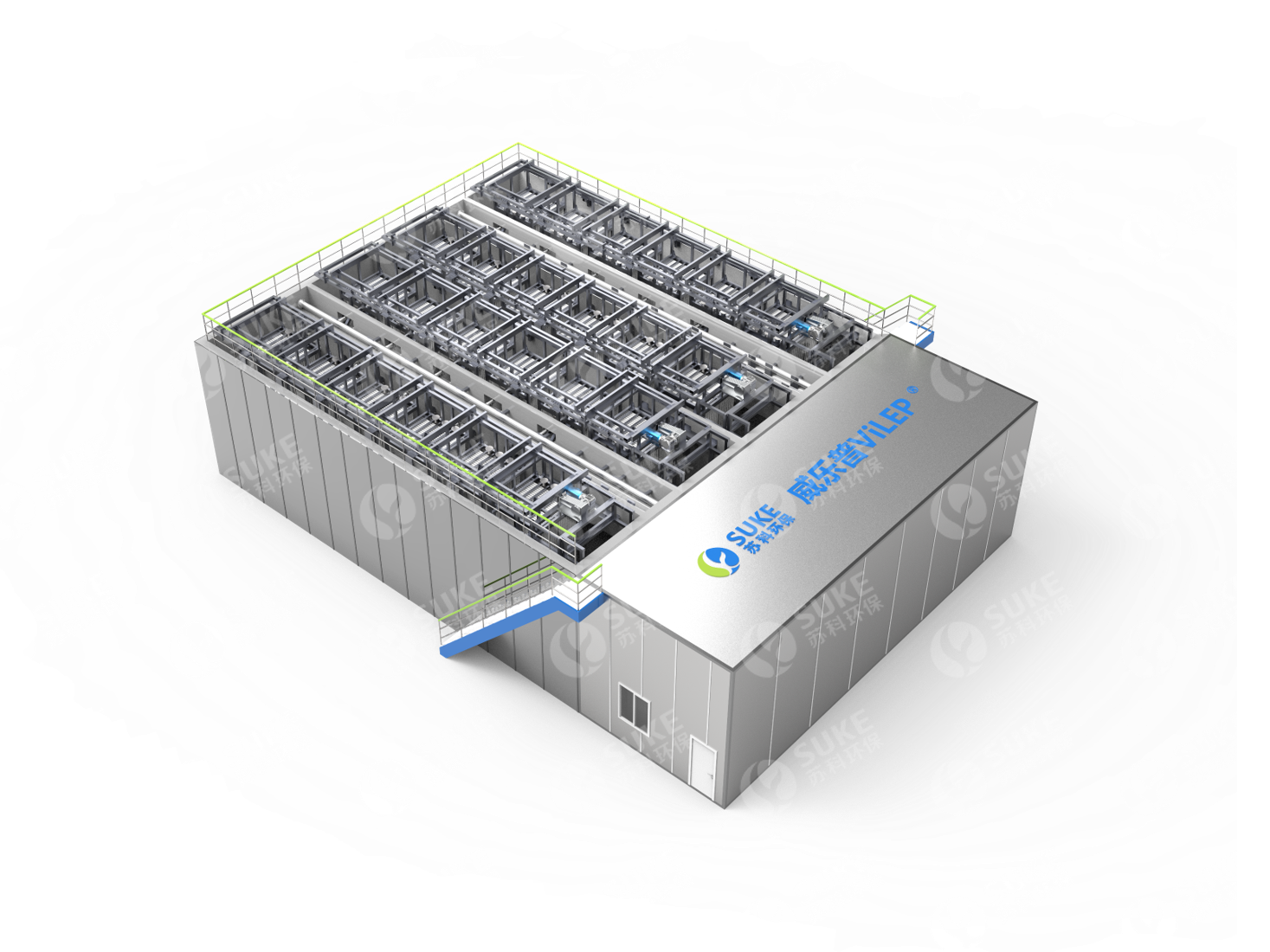
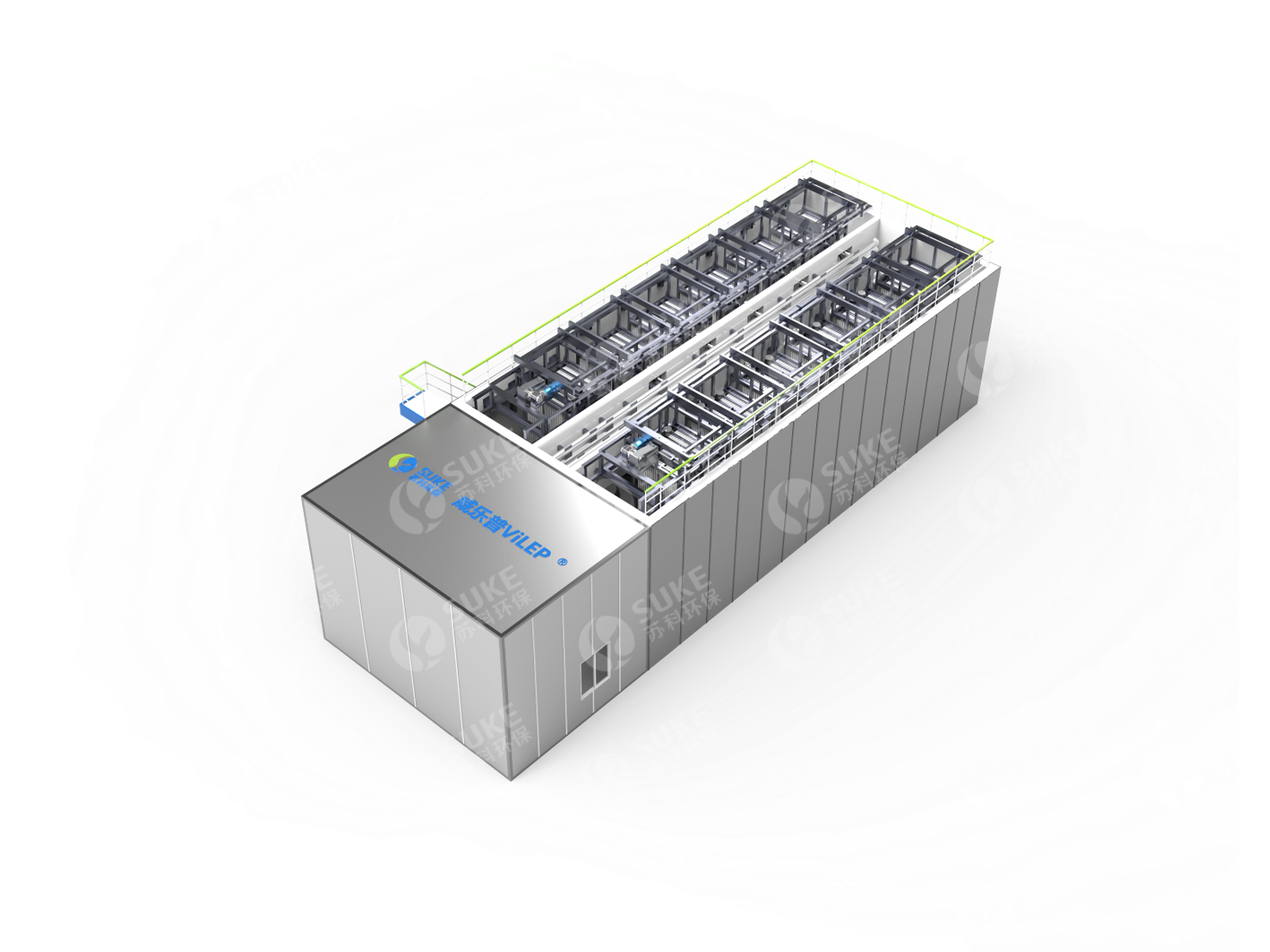
工业废水集中处理厂占地1.99万平方米,主体建筑共10层,总投资13.6亿元,利用国内外最先进的处理工艺,能实现23种工业废水、废液分类收集,19种工业废水、废液集中处理。设计总处理规模4.5万吨/天,污水排放标准达到《地表水环境质量标准》(GB3838-2002)Ⅳ类标准和《电镀水污染物排放标准》(DB 44/1597-2015)表3水污染物特别排放标准中的较严者。将其建成为国内先进处理技术、高排放标准、集约用地、创新建设模式的工业废水集中处理示范厂。

图为工业废水集中处理厂效果图
一、处理难点
1.废水种类

2.废水排放执行标准

注:pH为无量纲,其余单位为mg/L
3.废水处理工艺优化选择
①电镀废水成分复杂,污染物浓度高,除含有铜、锌、铬、镍、镉等重金属离子以及酸、碱、氰化物等之外,还含有大量的有机污染物。
②混凝反应器(MCR)用膜分离取代了传统工艺中的沉淀、过滤和消毒单元,是膜分离技术与混凝反应的有机结合,混凝反应可使大分子量有机物被絮凝剂吸附,形成大而密实的矾花,膜分离作为固液分离单元,可保证出水的浊度和细菌总数达标,它们的结合在简化了电镀处理工艺的同时,更能保证优质而稳定的出水水质。
③此外,因电镀废水可生化性差,富存重金属和硫酸根离子,在实际工程应用中,活性污泥法在经过长时间曝气后,污泥细碎,容易流失,难以维持一定浓度的污泥量,处理效果也随着污泥浓度降低而下降,因此膜生物反应器(MBR)便充分体现了它的优势。
二、解决方案
1. 苏科-住友POREFLON®膜产品优势
|
名称 |
POREFLON®膜 |
PVDF膜 |
|
使用寿命 |
10~15年 |
3~5年 |
|
污泥浓度 |
8~25g/L |
2~5g/L |
|
化学耐药性 |
pH值0~14 清洗后通量恢复彻底 |
pH值2~12 通量有衰减 |
|
通量衰减 |
无 |
每年约5~10% |
|
保存方式 |
干式保存 |
湿法保存 |
|
占地 |
占地小 可节省占地约50% |
一般 |
|
清洗维护 |
便捷,可干洗 |
复杂,需浸泡洗 |
|
抗风险性 |
耐油、耐有机溶剂、避免风险 |
油、有机溶剂等物质对膜造成永久伤害,通量无法恢复 |
2.苏科-住友POREFLON®膜技术优势
SUKE-LEP®提标回用技术基于自主研发的膜污染低耗控制技术及膜污染恢复清洗技术,广泛的应用于电镀废水领域。
SUKE-LEP®系统集成化程度高,占地小,吨水占地0.02~0.04m2。
SUKE-LEP®系统能耗低,独创大口径曝气节能专利技术,膜曝气擦洗效率高。
SUKE-LEP®系统核心POREFLON膜组件质保10年,使用15年以上,节省成本,固定资产投入和运营成本优势突出。
SUKE-LEP®系统更强的抗污染性、更稳定的膜通量、更优质的产水水质。
SUKE-LEP®系统全智能运行系统方便,综合LCC最低。
关键词:
扫二维码用手机看
相关资讯
-
 圆满收官丨盘点CIIE2023,苏科进博关键词:威乐普ViLEP®、明星展品、合作共赢!
圆满收官丨盘点CIIE2023,苏科进博关键词:威乐普ViLEP®、明星展品、合作共赢!11月5日-10日,2023第六届中国国际进口博览会在国家会展中心(上海)圆满举办,新葡的京集团350vip8888连续三届参展。 - 威乐普爱(i)了!解锁工业废水回用新契机,实现生态经济双赢! 11-09
- 威乐普ViLEP®-M:进博会节能明星,为市政污水处理注入新活力 11-07
- 苏州市委常委率队来访!见证苏科战略签约,构筑跨国合作新格局! 11-07
- 威乐普ViLEP®-L低耗超滤装备,渗滤液处理遥遥领先! 11-06

相关产品 / Related Products
相关产品